


Kompressorenbau Bannewitz GmbH (KBB) has decided that it will no longer have wastewater from its various processes collected by a waste management company. Instead, the Saxon company has opted to deploy a VACUDEST vacuum distillation system from H2O GmbH. The resulting annual savings amount to €40,000. What impression has the new system for zero liquid discharge production left at KBB GmbH? An interview with Michael Stitterich, Production Engineer with a focus on factory planning and technical cleanliness at KBB GmbH.
Mr Stitterich, what can you tell us about Kompressorenbau Bannewitz GmbH? What are its core areas of business?
We have produced exhaust-gas turbochargers for diesel and gas engines for over 60 years now. We are located in Bannewitz, Saxony, not far from Dresden, and we manufacture products for ship, locomotive and industrial engines. Since 1953, we have manufactured over 50,000 KBB turbochargers, which are used to reduce the pollution content in exhaust gases and increase engine efficiency. Our 170 employees supply a global network of 41 independent service stations for the development, production and maintenance of exhaust-gas turbochargers.
This must mean that your production processes produce a wide range of industrial wastewaters, with different compositions?
That’s right. Cooling lubricant emulsions accrue from turning machines and machining centres on our production line. This accounts for around two-thirds of the total volume. The remaining third consists of used washing and rinsing water.
This process water accumulates in roughly equal portions from our single chamber washing systems used during production and from the ultrasonic washing plants for turbocharger maintenance. For this reason, it was also important for us to find a good integrated solution to deal with all of these wastewater streams.
What are the main reasons behind your decision to treat your process wastewater instead of dispose of it?
Our design is driven by two primary concerns. Previously, we disposed of all our wastewater. Using the VACUDEST system allowed us to achieve savings of around €40,000 annually on our relatively high disposal costs.
Our calculations showed an amortisation period of only 2.3 years for the entire VACUDEST system.
The second reason behind our decision was a desire to make a positive contribution to the environment. We recycle the distillate to prepare the cooling lubricants and washing and rinsing water. As a result, we barely need fresh water anymore.
Thanks to VACUDEST, we now dispose of less than ten per cent of the wastewater as a concentrate. Our disposal partner is therefore needed less often, thereby also reducing both traffic congestion and CO2 emissions.
Why did you opt for vacuum distillation?
Chemical/physical separation requires additional chemicals and recycling the purified wastewater is questionable. Vacuum distillation really scores points here. It reliably treats all of our many diverse wastewater streams, so that the water can be recycled in our processes.
Why did you specifically decide on a VACUDEST evaporator?
Above and beyond the benefits I already mentioned, the VACUDEST system is a convincing choice due to its ease of use.
The equipment is fully automatic and can even run over the weekend, while daily maintenance work takes less than half an hour. We also had a generally positive impression of H2O as a company. Their interaction with our company was very professional, which played an important role in the decision-making process.

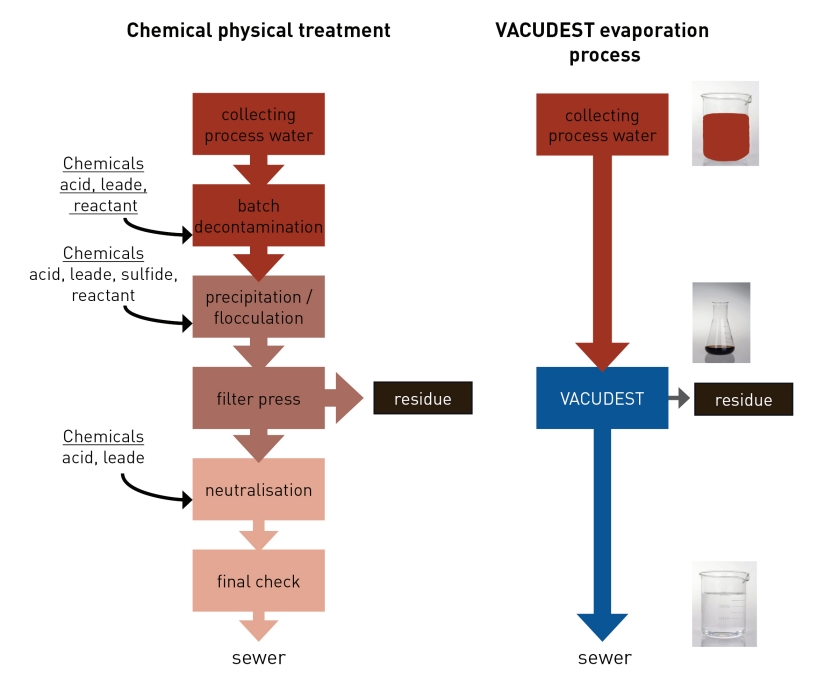
As an alternative to this oxidation and precipitation treatment evaporation has proofed to be able to separate heavy metals and chelating agents reliably. This eases treatment of waste water from zinc nickel plating. The treated water can be recycled as process water to several process steps, creating a zero liquid discharge production. Difficult treatment of wastewater containing chelating agents or cyanides.
The treatment of zinc nickel plating waste water using conventional chemical physical methods in high chemicals consumption and work load for operators. Precipitation of heavy metals is very difficult. Precipitation using sulfides frees chelating agents These free chelating agents immediately bind other metals. Thus limits regarding heavy metal concentrations are difficult to meet.
Depending on the anolyt system applied chelating agents free cyanides when being decomposed. Chelating agents as well as cyanides can be decomposed by oxidation, and filtration; however this process step increases cost because of chemical and additional operator work load and reduces process reliability.
Low investment cost – high operation cost
Investment costs for conventional zinc nickel plating wastewater treatment system are rather low. High chemicals consumption and high operator work load result in high operation cost, especially if the wastewater composition varies. In addition authorities require reporting regarding compliance with disposal limits.
Modern process: vacuum evaporation
An alternative is thermal treatment of the zinc nickel wastewater. Vacuum evaporation relies the principle of difference in boiling points. When evaporating industrial wastewater substances having higher boiling points than water (oil, fat, heavy metal salts) remain in the evaporation residue, like for instance lime and salts precipitate in a tea pot which has been forgotten on the oven. Industrial waste water from zinc nickel plating is evaporated under vacuum of about 650 mbar at a temperature of about 86 °C. The emerging steam, free of heavy metals and salts, is compressed in a roots pump to atmospheric pressure. During compression the steam is heated to about 120 °C. This super-heated steam is then used to provide energy to the evaporation process.